Optimisation
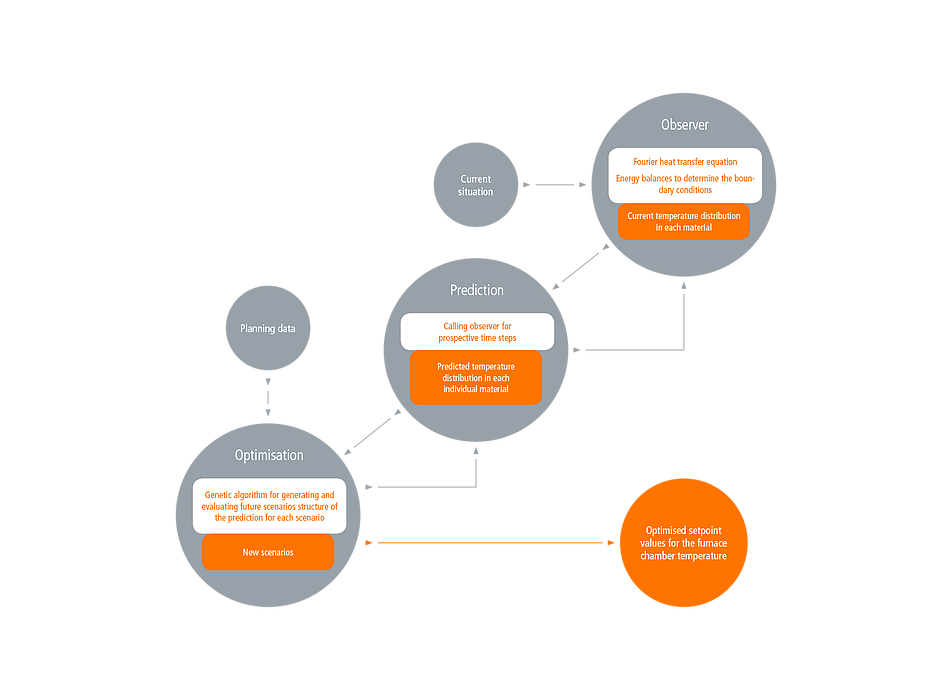
Observer, prediction, optimisation.
ue to numerous influencing factors and partly contradictory optimisation criteria, optimisation tasks for production processes can become increasingly complex in a short time. Hence celano uses a three-stage optimisation model.
This can be universally adapted to a wide variety of optimisation requirements and production situations.
OPTIMISATION
Production processes